Gas bubbles during coating
Air bubbles often occur when resist bottles are e.g. shaken or moved around before coating, or if a resist is diluted. They may also appear if the coating step is performed immediately after opening of the resist bottle, particularly if the resist temperature is not allowed to adjust to room conditions. Bubbles and resulting inhomogeneities in the resist film can furthermore be caused by incorrect deposition of the resist with pipette or dispenser (too much negative pressure if the pipette is pulled too fast).
This problem is avoidable if the resist is adjusted to room temperature a few hours before coating. The lid of resist bottles should be opened slightly a few hours before coating to balance pressure differences, and bottles should be left undisturbed thereafter. Thicker resists require a few hours for this process, thinner resists less time. Ultrasound may be helpful to remove air bubbles in thick resists. Furthermore important is here the influence of the clean room conditions, since also high humidity levels may be responsible for the formation of air bubbles.
Air bubbles during the bake step
They develop mainly in thick films, if these are baked immediately after coating. A certain holding time (depending on the respective film thickness) solves this problem.
Air bubbles during or after exposure
They develop e.g. if the light dose or light intensity was too high. In this case, the optimum light dose has to be determined by exposure bracketing or with repeated exposure steps in intervals. If the subsequent bake step is too short or performed at too low temperatures, films will dry insufficiently and evaporation of the remaining resist solvent may then cause the formation of bubbles.
Processing under yellow light
Photoresists are highly light-sensitive and are thus delivered in light-protected amber glass bottles. Resists may only be handled or processed in yellow light rooms (λ > 500 nm). Coated substrates should in addition be kept in light-impermeable containers or be covered otherwise if a prolonged storage is intended.
If coated substrates are accidentally exposed to normal day light conditions, the following rules apply:
In a bright lab near a window, 10 seconds of exposure are sufficient to reach a dose which causes strong dark erosion and renders the wafer unusable. In windowless rooms illuminated by halogen bulbs, wafers may be kept for a few minutes without significant damage. Sensitometric features will however also in this case change at the latest after half an hour and inhibit all subsequent process steps.
PMMA-based e-beam resists or “white light“ e-beam resists (see “White light e-beam resist”) can be processed under daylight conditions.
Working under yellow light is (according to a study of the German Employers’ Liability Insurance Association) nonhazardous, but occasionally perceived as irritating by clean room users.
Soft bake
Newly coated resist layers still contain a certain amount of residual solvent which may reach up to 40 % depending on the respective film thickness. The subsequent bake at 90 – 110 °C is aimed at drying of resist films so that these will not stick to the mask. Films are furthermore hardened and become more resistant during this process. In addition to improved resist adhesion features, particularly the dark erosion during development is reduced in the soft bake step.
An insufficient bake of resist films (either too short or at too low temperatures) entails many problems. Evaporation of residual solvent causes gas bubbles in the resist film. Above all, an insufficient structural quality, a rounding of resist profiles as well as unacceptable high dark erosion after exposure and development are the result of insufficiently baked films.
In resist films which are baked too hard (either too long or at too high temperatures), a partial destruction of the photoactive component (PAC) may occur, which leads to considerably prolonged development times and a decreased sensitivity. The naphthoquinone diazide present in positive-working resists disintegrates above a temperature of 115°C (only slightly higher temperatures will accelerate this process significantly), while bisazide and CAR in negative-tone resists begin to disintegrate already just above 105 °C. For this reason a lower soft bake temperature (85 °C) is recommended for negative resists than for positive resists.
Hot plate and convection oven are both suitable to be used for a soft bake. If resist layers < 10 µm are dried, hot plating is however much faster. Due to the direct contact (heat conduction) on the hot plate, the desired temperature is already reached within a few seconds and bake times of 1 – 2 minutes are generally sufficient. In convection ovens, the heat is transferred by convection and may require up to 10 minutes before the desired temperature is reached. For drying in a convection oven, 25 – 30 minutes are recommended. PACs disintegrate to a lesser extent during the more intensive, but shorter bake on a hot plate. It is recommended to choose a 5°C higher temperature for hot plating as compared to convection drying. The drying of thick resists tends to become increasingly difficult with higher film thicknesses, since residual solvent may be trapped within the depth of the resist film. It is thus recommended to use a hot plate for drying, since the heat is here applied from below. In convection ovens, the surface dries first which impedes a further outgassing of the solvent. For resist films > 50 µm (up to a few hundred micrometers), drying of films is preferably performed using multiple temperature steps (e.g. 60°C, 95°C) and temperature ramps. A bake step may last up to four hours.
Rehydration
In addition to the resist solvent, also water is expelled during the soft bake of photoresists. In naphthoquinone diazide-containing resists however a certain amount of water is absolutely necessary for the photoreaction (-> Photosensitive components). The water uptake of dried resist films (rehydration) happens above all from the atmosphere and depends on environmental conditions (air temperature, humidity) as well as on the thickness of the respective resist layer. This also implies that a certain waiting time between soft bake and exposure is needed. Particularly for thicker films (> 20 µm), an insufficient rehydration may be responsible for lower development rates and a reduced contrast. Depending on the film thickness, a waiting time of several hours may be required for very thick resists, while a few seconds are already sufficient for thin resist layers, which is about the time needed for the recommended cooling of substrates to room temperature. The structural profile (vertical edges) will also suffer if films are not sufficiently rehydrated.
This effect is not observed in negative resists, neither for resists with radical reaction mechanism nor for chemically enhanced resists (-> Cross-linker), since in both cases no water is required for the cross-linking reaction.
Exposure
The exposure is performed using masks in suitable exposure systems such as e.g. steppers (i-, g-line), mask aligners or contact exposure systems in the appropriate spectral working range. During laser direct exposure, structures are written directly using a laser beam; a mask is thus not required.
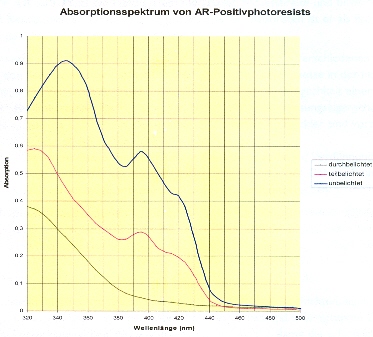
AR photo coatings are sensitive in the broad band UV range (300 – 450 nm) and thus also to the typical emission lines of mercury at 365 nm (i-line), 405 nm (h-line), and 436 nm (g-line) ( Spectrum), with maximum sensitivity in the g-line- and the h-line range. The negative resists AR-N 4300 to 4400 are sensitive in a range between 300 and 436 nm. AR-N 4200 is sensitive between 300 and 380 nm.
With special resists (e.g. SX AR-P 3500/6), exposure may under certain circumstances also be carried out at 488 nm (argon ion gas laser) or even at 532 nm (Neodym-YAG laser). For the UV range between 248 – 265 nm, resists AR-P 5800 and AR-N 4300 are particularly suited. In principle, also PMMA resists and CSAR 62 can be irradiated with light at this wavelength, have however only a low sensitivity.
Values for the light sensitivity as indicated in our product information are only guideline values which we determined in our standard assays.
The actual sensitivity as given in our product information depends on at least a dozen parameters. The most important factors are: bake conditions (temperature, time, equipment: hotplate or oven), exposure wavelength, exposure device (filter), layer thickness, developers (strength, time, temperature, type (buffered or not)), time after bake and after exposure, rehydration time after the bake, service life of the developer bath.
But every user employs different procedures and equipment and thus has to determine the optimum exposure dose in own tests. For positive resists, the exposure dose (dose to clear) which is required to develop a large area without structures in a suitable development time (depending on the film thickness, for 1 – 2 µm approximately 30 – 40 s) should be increased by 10 – 20 % for structural imaging.
For negative resists, the time for a complete development of unexposed areas of 1 – 2 µm is also about 30 – 40 s. The exposure dose which produces a film of > 90 % of Do should similarly be increased by 10 – 20 % for patterning.
Coated and baked resist films can be stored for several weeks prior to exposure without quality loss. The photoresists are more sensitive directly after the coating step as compared to coated films which were stored for several hours or days. The decrease in sensitivity is approximately 3 % after 3 h, approximately 6 % after 72 h, and 8 % after 72 hours (as compared to the initially achieved value).

Overview General-Process Informations