Bottom resist AR-BR 5460 has already been used for a decade in combination with positive (e.g. AR-P 3510) or negative resists (e.g. AR-N 4340) for a large variety of lift-off applications.
Procedure: The non-light-sensitive bottom resist AR-BR 5460 is initially coated and tempered at 150 °C. The photoresist is then applied onto the bottom resist by spin deposition and dried with a softbake at 85 – 95 °C. After UV-exposure, the desired undercut is generated in the following development step via the respective development rate of the bottom resist (in the case of negative resists however, a PEB has to be performed before). This two-layer system allows a simple realisation of process-adapted lift-off architectures. The specific processes of our users often vary considerably and thus require an adjustment of our standard resists to the different customer demands. Frequently, numerous influencing parameters have to be taken into account, e.g. the kind of substrate, the film thickness used, the required resolution, or the preferred developer. Generally however, the development time represents the most important parameter, since exclusively this factor determines the undercut which can be achieved. Variations of the resist composition (novolac percentage) and the softbake temperature allow a specific adaptation for each requirement. The following diagram shows different development rates of four AR-BR 5460-samples in comparison to the standard resist (blue, 24.5 % novolac fraction). By varying the percentage of novolac (12 %, 15 %, 20 %, and 25 %) and the softbake temperature (150°C, 160°C or 170°C), the development rate can be precisely controlled.
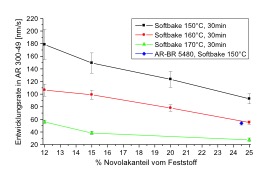
Diagram: Course of development rates
For the sample with 15 % novolac for example, dissolution rates range from 155 nm/s at 150 °C to 40 nm/s at 170 °C. A broad choice of options like this allows to determine optimum parameters for each technology.
Overview Photoresists- Positive