In top surface imaging processes, the resist layer is exposed image-wise and subsequently silylated e.g. with HMDS. HMDS is only able to penetrate at previously exposed areas, since the inhibitory effect between novolac and naphthoquinone diazide is reversed due to the exposure and HMDS can then react with the OH groups of the novolac. The penetration depth of HMDS can be adjusted via the duration of the silylation step. In the following oxygen plasma etching step (O2-RIE), HMDS is converted to silicon dioxide which provides excellent protection against any further etching in the O2-plasma. In unexposed and consequently not silylated areas, the O2 plasma however removes the resist layer completely. The originally positive-working resist is now turned into a negative tone resist.
The negative photoresist experimental sample SX AR-N 7100 is a surface imaging and dry developable system. With this system, structures can be transferred into thick resist layers by means of plasma etching. Possible application fields are not only microelectronics, but also systems and sensor technology.
By shifting the imaging areas to the surface of the resist layer (top surface imaging), it is possible to reduce the generally occurring physical problems of a pattern transfer in photolithography. Such processes become particularly important for topologically strongly structured and highly reflective substrates. Due to the high optical density, reflections of e.g. aluminium surfaces are already completely suppressed in layers with a thickness of 2 µm.
The photoresist SX AR-N 7100 is a radial striation-free coatable liquid safer solvent-based resist which can be used both for G-line as well as for I-line lithography. After image-wise exposure and silylation from the gas phase, the resist mask is developed with plasma-chemical methods (O2 plasma).
The manufacturing process comprises the following steps:
- Coating by spin coating
- Tempering (100 °C to 130 °C)
- Exposure (436 nm, 365 nm)
- Pre-bake silylation (175 °C for HMDS or 110 – 130 °C for TMDS)
- Gas phase silylation (165 °C for HMDS or 110 – 130 °C for tetramethyldisiloxane)
- Dry development (O2-plasma)
The duration of the silylation step is dependent on the respective specific technical circumstances.
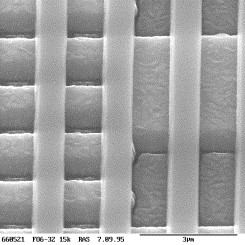
Fig. 1: Resist grid after O2-RIE development over aluminium structures with SX AR-N 7100